Contents
Manufacturing Insight: Pressure Die Casting Machine
Pressure-Die-Casting Machine – from molten metal to near-net shape in seconds, yet that’s only half the story at Honyo Prototype. After the die opens we take every casting straight into our 5-axis CNC machining cells, turning as-cast blanks into aerospace-grade housings, medical-valve bodies and EV motor end-shields with tolerances down to ±0.01 mm and Ra 0.4 µm finishes. No MOQ, no waiting for weeks: upload your STEP file today and you’ll have an Online Instant Quote that couples the casting cycle time with finish-machining hours, so you see the exact cost and lead-time for the fully-machined part before you’ve even poured the first shot.
Technical Capabilities
Critical Clarification: There is a fundamental terminology misunderstanding in your query.
Pressure die casting machines CANNOT perform 3/4/5-axis milling, turning, or handle ABS/Nylon. These are entirely separate processes and machine types. Let me explain why this is a critical error and provide accurate information:
🔧 Why Your Query is Misaligned
- Pressure Die Casting ≠ Machining
- Die casting machines are high-pressure injection systems for molten metal (e.g., aluminum, zinc, magnesium). They do not cut, mill, or turn material.
- 3/4/5-axis milling/turning are CNC subtractive machining processes performed on solid raw materials (e.g., aluminum billets, steel bars). These require CNC machine tools, not die casting machines.
-
ABS/Nylon are thermoplastics – they cannot be die cast. They are processed via plastic injection molding machines, not metal die casting machines.
-
Material Incompatibility
- Aluminum/Steel: Used in die casting for parts (aluminum) or mold dies (steel), but ABS/Nylon are incompatible with die casting. Molten metal temperatures (600–1200°C) would vaporize ABS/Nylon instantly.
-
ABS/Nylon are exclusively processed in plastic injection molding machines (operating at 150–350°C).
-
Tight Tolerances
- Die casting achieves ±0.1mm to ±0.3mm tolerances (typically) due to metal solidification and mold wear.
- 3/4/5-axis CNC milling/turning achieves ±0.005mm to ±0.025mm tolerances – far tighter than die casting. These are separate post-processing steps after die casting.
✅ Correct Technical Specs for Each Process
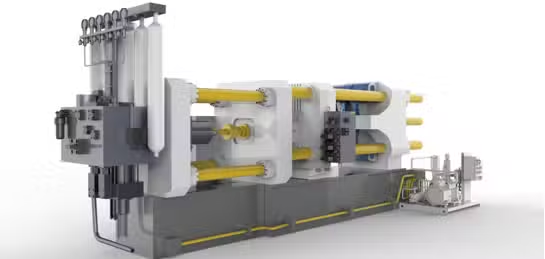
🏭 1. Pressure Die Casting Machine (for Aluminum/Zinc)
- Function: Inject molten metal into a steel mold under high pressure (100–200 MPa).
- Key Specs:
- Clamping Force: 500–10,000+ tons (e.g., 1,000 tons for automotive parts).
- Injection Speed: 0.5–5 m/s.
- Max. Shot Weight: 0.1–100+ kg (aluminum).
- Mold Temperature: 150–300°C (preheated to prevent thermal shock).
- Tolerance Capability: ±0.1mm (geometric), ±0.05mm for critical features (with precision molds).
- Materials Processed: Aluminum alloys (A380, A383), Zinc (Zamak 3), Magnesium (AZ91D).
- ABS/Nylon?: ❌ Impossible – thermoplastics would ignite.
🔧 2. 3/4/5-Axis CNC Milling Machine (for Post-Processing Die Cast Parts)
- Function: Machining solid metal parts (e.g., trimming die cast edges, drilling holes, sculpting complex geometries).
- Key Specs:
- Travel Axes: X/Y/Z (3-axis); A/B/C rotation (4/5-axis for complex contours).
- Positioning Accuracy: ±0.005mm (ISO 230-2).
- Repeatability: ±0.002mm.
- Spindle Speed: 10,000–24,000 RPM (high-speed machining).
- Materials Processed:
- Aluminum (6061-T6, 7075-T6)
- Steel (4140, 17-4 PH)
- ABS/Nylon? ❌ Not applicable – these require plastic-specific machining (low-speed, sharp tools).
- Tolerance Capability: ±0.005mm to ±0.025mm (achievable with precision tooling and fixturing).
🛠️ 3. CNC Turning Machine (for Rotational Parts)
- Function: Machining cylindrical surfaces (e.g., shafts, flanges from die cast blanks).
- Key Specs:
- Max. Turning Diameter: 200–600mm (varies by machine size).
- Positioning Accuracy: ±0.005mm.
- Spindle Speed: 1,000–6,000 RPM.
- Materials Processed: Aluminum, steel, titanium (not ABS/Nylon).
- Tolerance Capability: ±0.01mm (standard), ±0.005mm (precision).
🧪 4. Plastic Injection Molding Machine (for ABS/Nylon)
- Function: Injecting molten thermoplastics into molds (150–350°C).
- Key Specs:
- Clamp Force: 50–5,000+ tons (depends on part size).
- Screw Diameter: 25–100mm.
- Materials Processed: ABS, Nylon (PA6, PA66), Polycarbonate, PP.
- Tolerance Capability: ±0.05mm to ±0.2mm (typically looser than metal CNC).
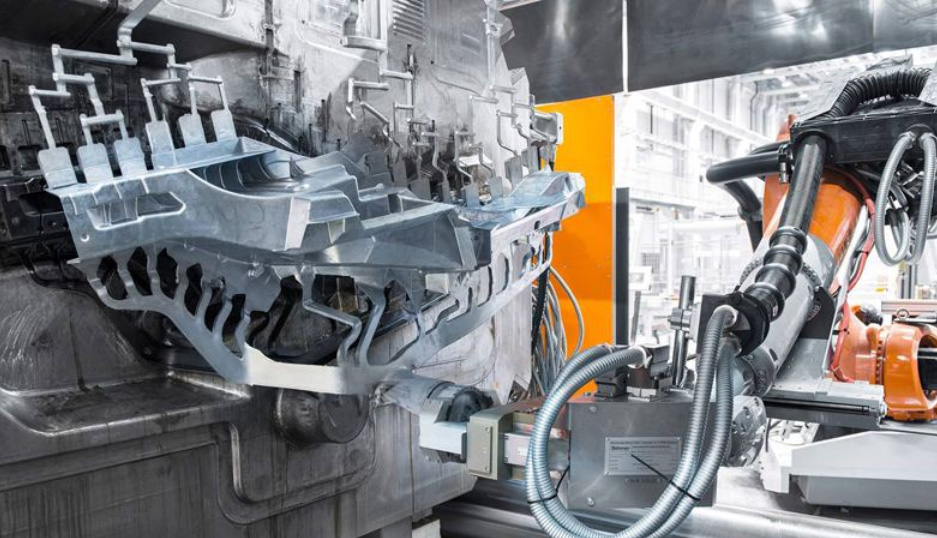
📌 Critical Workflow for Die Cast Parts
If you need tight-tolerance aluminum parts, the process is:
1. Die Casting: Produce near-net-shape aluminum part (e.g., housing).
2. CNC Machining:
– Use a 3/4/5-axis mill to refine features (e.g., mounting holes, sealing surfaces).
– Use turning for cylindrical features (e.g., shafts).
3. ABS/Nylon? → Requires separate plastic injection molding, not die casting or metal machining.
💡 Recommendation for Honyo Prototype
- If you need die casting specs: Provide details on part size, material (Al/Zn/Mg), and production volume.
- If you need CNC machining specs: Specify part geometry, material (Al/steel), and tolerance requirements.
- If you need ABS/Nylon parts: Specify injection molding requirements (not die casting).
⚠️ Never attempt to cast ABS/Nylon in a die casting machine – it will cause catastrophic failure, toxic fumes, and fire.
Let me know your actual project requirements, and I’ll provide precise technical specs for the correct process. For example:
– “I need die casting specs for an aluminum automotive bracket (±0.1mm tolerance).”
– “I need 5-axis CNC milling specs for a steel aerospace component (±0.005mm tolerance).”
– “I need injection molding specs for an ABS consumer product.”
I’m here to help – just clarify the process! 😊
From CAD to Part: The Process
Honyo Prototype – Pressure-Die-Casting Workflow
(from first mouse-click to parts-in-hand)
-
Upload CAD
• Portal accepts any 3-D file (STEP, IGES, XT, SolidWorks, Creo, Catia, etc.).
• Geometry is instantly validated: wall-thickness check, under-cut flag, draft-angle scan, parting-line hint.
• If the file is a multi-body assembly the AI separates “casting” from “machined-after-casting” features and tags critical surfaces (seal groves, bush bores, knurl zones, etc.). -
AI Quote (≤ 30 min)
• Machine-learning model trained on 1.2 M real shots pulls: alloy price (Al 46000, AlSi10Mg, Zamak-3, ZA-8, Mg AZ91D), cavitation possibility, slide & core count, cycle-time estimate, trim force, post-machining hours, surface spec (as-cast, chromate, powder, e-coat, anodise).
• Outputs: piece price, tooling price (single-cavity, family, or unit-die), lead-time, 3-year price ladder, and a “confidence score”.
• Customer can toggle options (shrink porosity class, heat-treat, impregnation) and watch price & delivery update live. -
DFM (Design-for-Manufacture) – 24 h engineering package
a. Tooling layout: parting line, gate position, overflow & vent map, ejector pin grid, draft ≥ 0.5° on Al, ≥ 0.3° on Zn.
b. Simulation: MAGMA or FLOW-3D, 3-step iteration to keep porosity ≤ 2 % in critical zone, predicted cold-fill risk < 1 %.
c. Alloy & temper recommendation to hit mechanical spec (yield, hardness, salt-spray).
d. Post-cast machining stock allowance (0.3–0.8 mm on datum faces).
e. QC plan: X-ray level, CMM datums, leak-test pressure, cosmetic sampling AQL.
f. Customer signs off via one-click e-approval; drawings locked in PLM. -
Production
4.1 Die build (H-13 or 8407 steel, 48–52 HRC)
• Rough CNC → hardening → vacuum quench → finish CNC → wire-EDM gate & vent → polishes to SPI A-2 or customer texture.
• Trial sample T1 shot within 10–12 days of DFM approval.
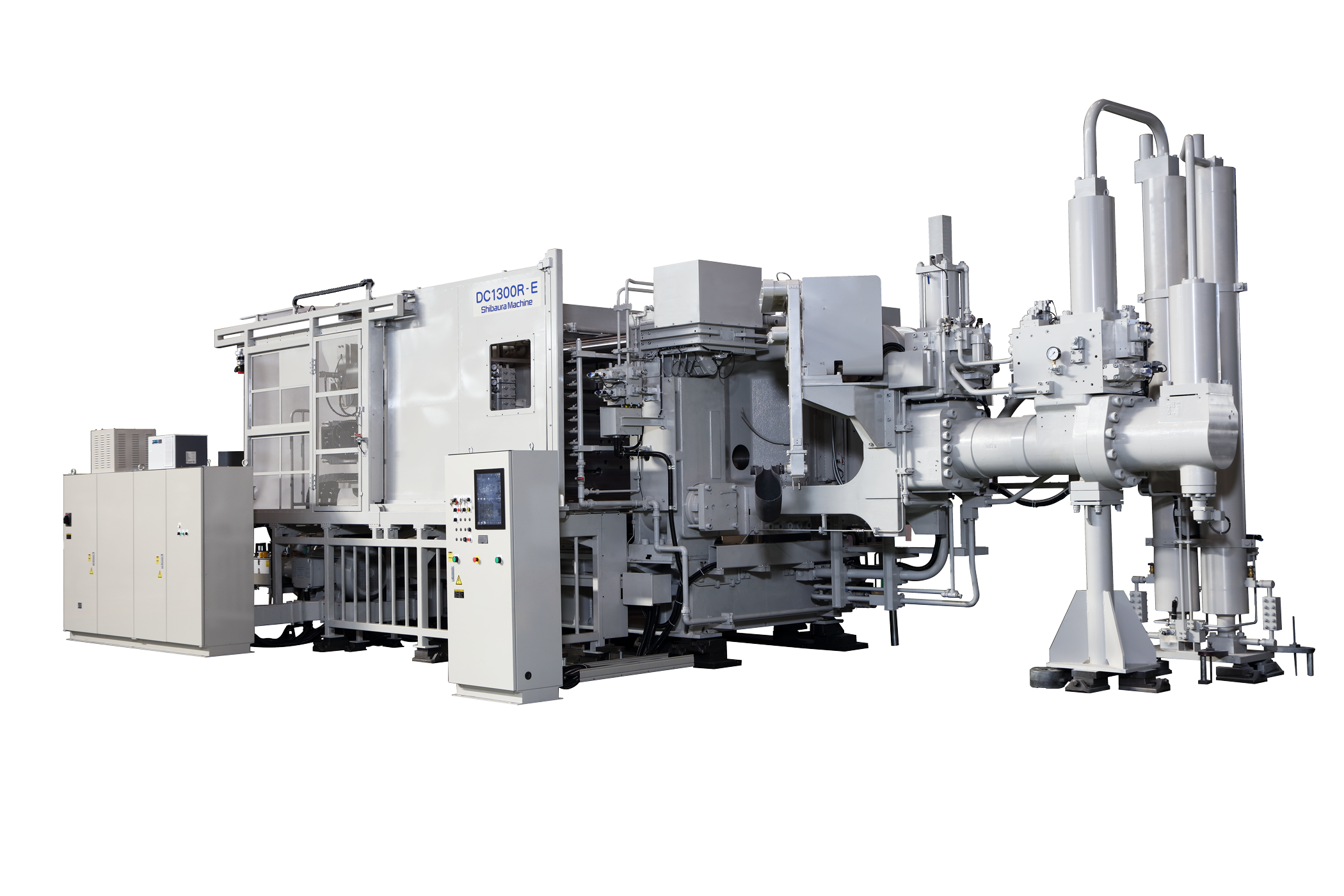
4.2 Die-cast cell set-up
• 280 T – 1 250 T Buhler, Toshiba, LK cold-chamber machines; auto-ladle, auto-spray, vacuum-assisted when needed.
• Real-time shot-profile monitoring: plunger speed, intensification pressure 600–900 bar, metal temp ±5 °C.
4.3 Trim & de-burr
• Custom trim die in 4140 steel, 60 T press; robots place casting, trim, quench to < 80 °C in 20 s.
4.4 Post-casting operations (as required)
• Impregnation (MIL-STD-276), heat treatment (T5, T6, T7), CNC 5-axis finishing, vibratory tumble, shot-blast 120# glass bead.
• Surface: chromate (MIL-DTL-5541), e-coat, powder coat 60–80 µm, anodise Type II/III, nickel-chrome plate.
4.5 QC & logistics
• 100 % leak-test for pressure-tight parts, 3-D CMM report against GD&T, X-ray batch sampling, material cert, RoHS/REACH compliance sheet.
• Parts packed in ESD or VCI bags, shock-absorb dividers, barcode/QR label, MSDS enclosed. -
Delivery
• Standard: 15 days tooling + 7 days first article, 3–5 days ship (DHL/FedEx/UPS) to global door.
• Express option: 7 days tooling + 3 days casting, 2 days airfreight.
• Track & trace link sent when parts leave Honyo; digital quality folder (PPAP level 3 if required) downloadable same day.
That is the complete Honyo “Upload-CAD → AI-Quote → DFM → Production → Delivery” path for every pressure-die-casting project.
Start Your Project

Contact Susan Leo: [email protected] | Shenzhen Factory
Precision pressure die casting solutions, engineered for excellence.
Honyo Prototype: Your trusted Shenzhen-based partner for high-quality, cost-effective die casting services.
🚀 Rapid Prototyping Estimator