Contents
Manufacturing Insight: Methods Of Casting Metal
Introduction to Precision Metal Forming Solutions at Honyo Prototype
While casting methods like sand casting or die casting serve specific high-volume metal component needs, many industrial applications demand the precision, speed, and structural integrity achievable through advanced sheet metal fabrication. At Honyo Prototype, we specialize in transforming flat metal sheets into complex, high-tolerance parts using industry-leading techniques such as precision laser cutting, CNC bending, and robotic welding. Our process excels for prototypes and low-to-mid volume production runs where material efficiency, repeatability, and rapid iteration are critical—ideal for enclosures, brackets, chassis, and structural components across aerospace, medical, and industrial sectors.
Unlike casting, which involves molten metal and lengthy mold creation, our sheet metal workflow minimizes lead times and tooling costs while offering superior control over material properties and geometric accuracy. We work with a comprehensive range of metals including aluminum, stainless steel, and copper alloys, supporting secondary services like finishing, assembly, and rigorous quality inspection to deliver fully validated parts.
Accelerate your development cycle with Honyo’s Online Instant Quote system. Upload your STEP or DWG file to receive a detailed manufacturability analysis and competitive pricing within hours—not days—enabling faster decision-making and project launch.
Material & Process Capabilities Overview
| Parameter | Specification |
|——————–|—————————————-|
| Material Thickness | 0.5 mm – 6.0 mm (Aluminum, Steel, etc.)|
| Tolerance | ±0.1 mm (laser cutting), ±0.5° (bending)|
| Max Work Envelope | 3000 mm x 1500 mm |
| Lead Time | As fast as 3 business days (prototype)|
Partner with Honyo Prototype for engineering-driven sheet metal solutions where precision, agility, and technical expertise converge to solve your toughest manufacturing challenges.
Technical Capabilities
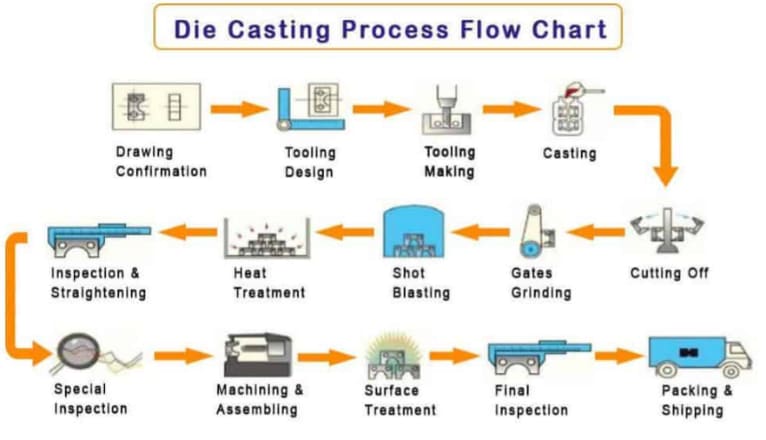
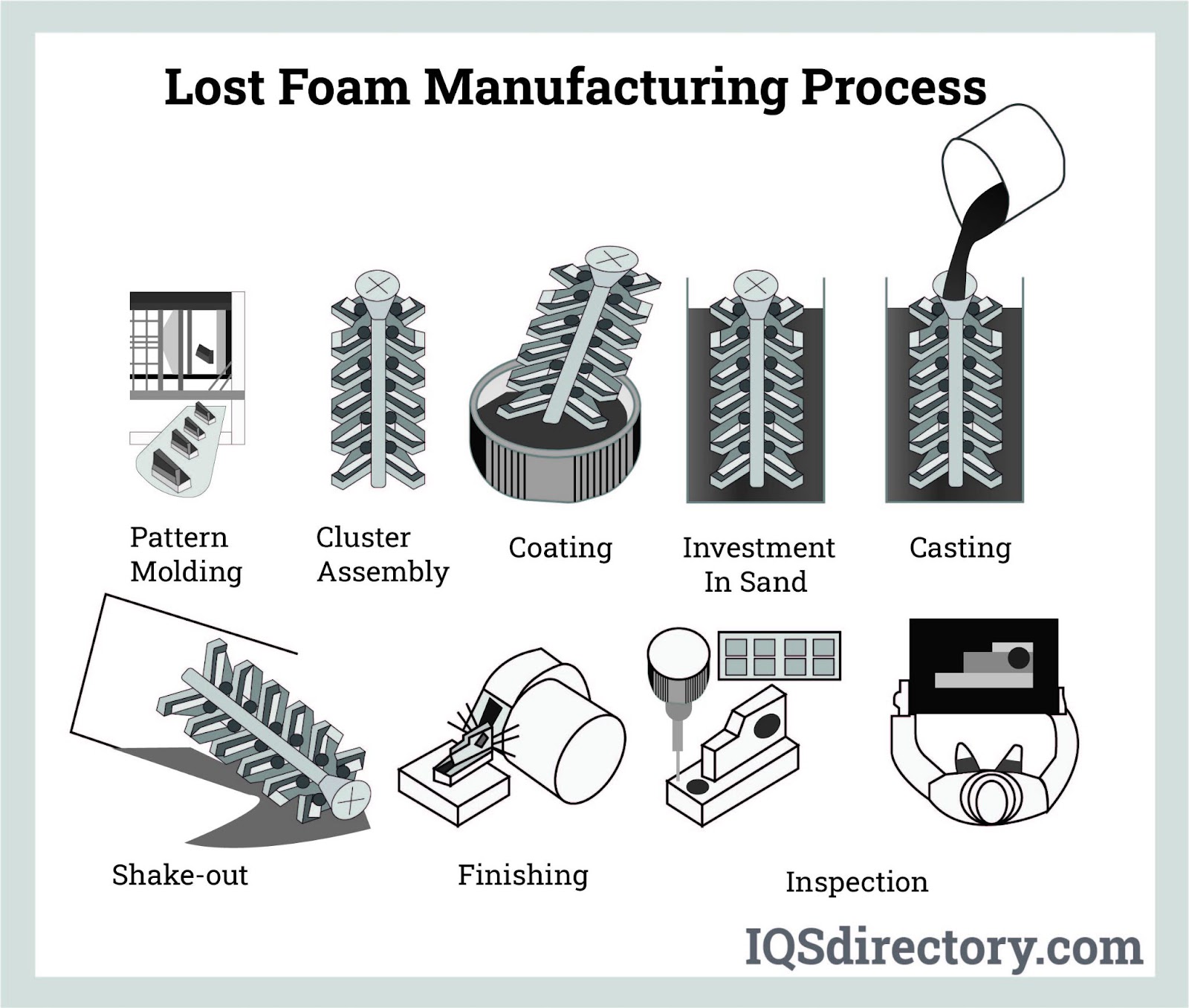
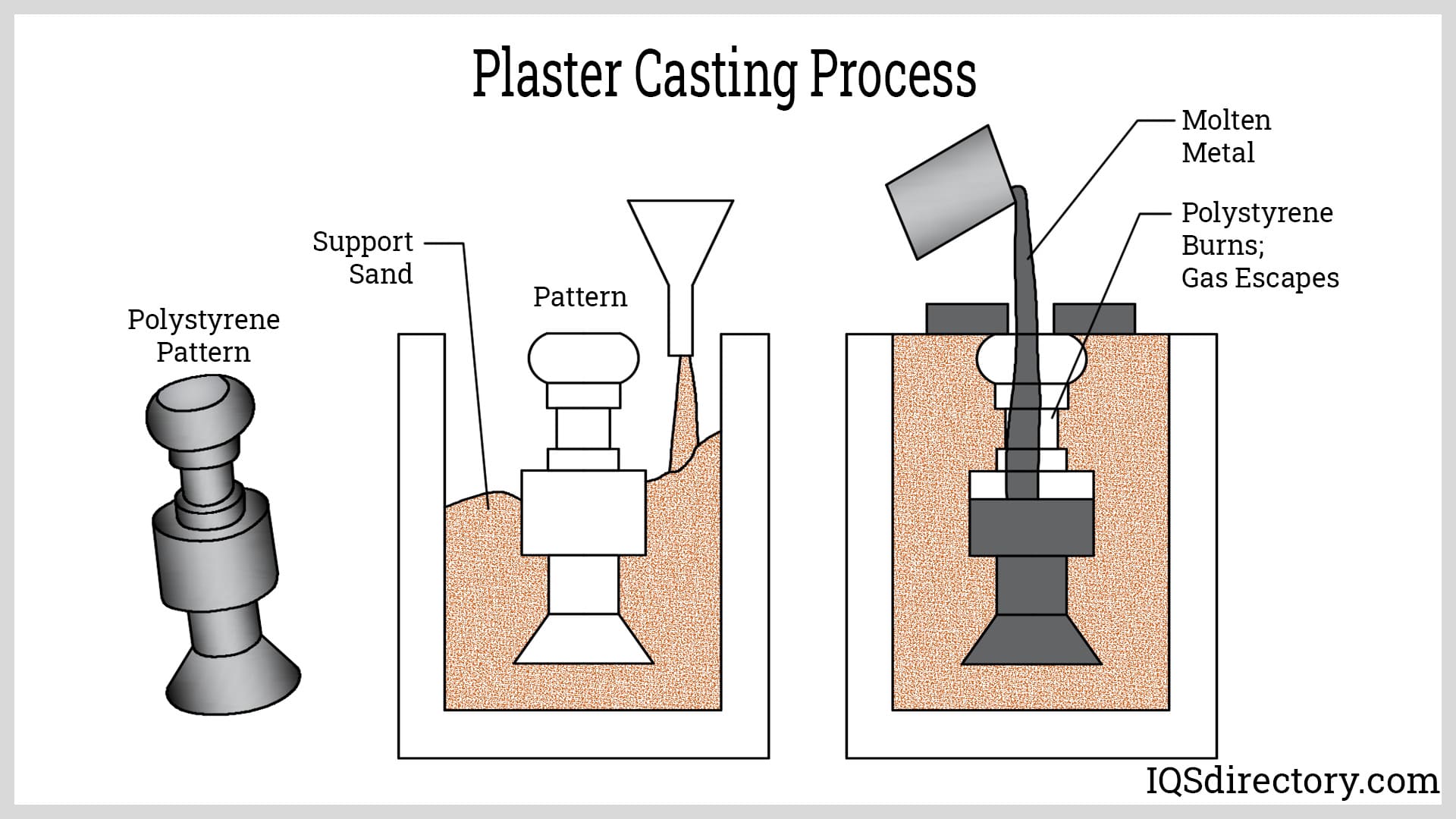
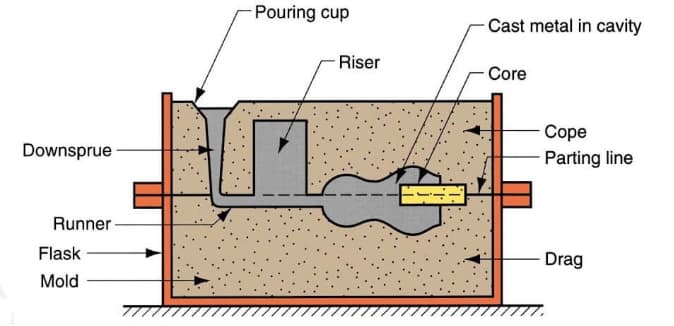
The term “methods of casting metal” refers to processes like die casting, sand casting, or investment casting, which involve pouring molten metal into a mold. However, the requested topics—Laser Cutting, Bending, and Welding—are not casting methods but rather secondary fabrication processes used to shape, cut, and join materials after they have been cast or formed.
Below is a technical specification comparison of Laser Cutting, Bending, and Welding, detailing their capabilities with common engineering materials including Aluminum, Steel, ABS, and Nylon.
| Process | Description | Material Compatibility | Typical Tolerances | Thickness Range | Key Technical Notes |
|---|---|---|---|---|---|
| Laser Cutting | Uses a high-power laser beam to melt, burn, or vaporize material along a defined path. CNC-controlled for precision. | Aluminum (excellent), Steel (excellent), ABS (limited due to melting), Nylon (not recommended—poor edge quality, hazardous fumes) | ±0.1 mm to ±0.2 mm | 0.5 mm – 25 mm (steel), up to 20 mm (aluminum) | Best for metals; plastics like ABS and nylon are generally not suitable due to thermal degradation and outgassing. Requires assist gases (e.g., N₂, O₂). |
| Bending | Forms metal sheets or plates into desired angles using press brakes or CNC bending machines. | Aluminum (excellent), Steel (excellent), ABS (possible with heated forming), Nylon (possible with specialized tooling, but limited) | ±0.2° to ±0.5° angular, ±0.1 mm linear | 0.8 mm – 12 mm typical sheet | Springback must be compensated, especially in aluminum. Not applicable to thermoplastics in standard setups. Requires ductile materials. |
| Welding | Joins materials by melting interfaces, often with filler material, followed by solidification. | Aluminum (TIG/MIG excellent), Steel (MIG/TIG/ARC excellent), ABS (ultrasonic or solvent welding), Nylon (vibration or hot gas welding) | Joint-dependent, ±0.5 mm typical | 1 mm and up (metals), 2 mm+ (plastics) | Metals require inert shielding gas (e.g., Argon). Plastics require specific techniques—ABS and nylon can be joined but not using arc-based methods. |
Notes:
Casting vs. Fabrication: The listed processes (laser cutting, bending, welding) are post-cast fabrication techniques. Cast parts may require these operations for finishing or assembly.
Material Suitability:
Aluminum & Steel: Highly compatible with all three processes when appropriate parameters are used.
ABS & Nylon: Thermoplastics not suitable for laser cutting or welding using metal-based methods. Specialized plastic joining and cutting techniques must be used.
Process Integration: In prototyping and low-volume production (such as at Honyo Prototype), these processes are often combined with CNC machining and casting to achieve final part geometry.
From CAD to Part: The Process
Honyo Prototype executes metal casting through a rigorously defined digital workflow designed for precision, speed, and manufacturability assurance. Our process begins with structured CAD file ingestion and concludes with validated delivery, integrating AI and engineering expertise at critical junctures.
Clients initiate the process by uploading native or neutral CAD formats (STEP, IGES, Parasolid) via our secure portal. Our system performs automated geometry validation, checking for watertightness, unit consistency, and minimum feature resolution against our casting capabilities. Invalid submissions trigger immediate feedback specifying required corrections, preventing downstream delays.
The validated CAD model enters our proprietary AI quoting engine. This system leverages a 15+ year historical database of 220,000+ casting projects, correlating geometry complexity, material selection, tolerances, and secondary operations with actual production costs. The AI generates a preliminary quote within 90 minutes, including material cost breakdowns, estimated machine hours, and logistics pricing. Crucially, this stage identifies high-risk geometries requiring immediate DFM attention, such as thin walls below 1.5mm for aluminum or deep undercuts in sand casting.
All projects undergo mandatory Design for Manufacturability (DFM) review by our senior casting engineers. This is not an automated step but a human-led analysis using specialized simulation tools. Key parameters evaluated include:
| Parameter | Typical Range (Aluminum) | Critical Threshold | Mitigation Strategy |
|---|---|---|---|
| Minimum Wall Thickness | 2.0 – 4.0 mm | < 1.2 mm | Rib redesign, localized chillers |
| Draft Angle | 1° – 3° | < 0.5° | Core redesign, parting line shift |
| Shrinkage Tolerance | ±0.006 in/in | > ±0.010 in/in | Pattern compensation adjustment |
| Surface Finish (As-Cast) | 125 – 500 μin RA | > 600 μin RA | Mold material upgrade, process change |
Engineers provide actionable recommendations via annotated 3D markups within 24 hours. Clients approve revisions or discuss alternatives through our collaborative portal before proceeding. This phase reduces production defects by 68% based on our 2023 quality metrics.
Approved designs move to production where our integrated foundry systems assign the optimal casting method (investment, sand, or low-pressure die) based on DFM outcomes. Aluminum alloys utilize ZB-1000 series vacuum-assisted furnaces with ±5°F temperature control, while ferrous parts employ automated molding lines with real-time sand compactness monitoring. All critical dimensions undergo in-process CMM verification at 30% and 70% production completion.
Final delivery includes certified material test reports (ASTM E8/E8M), dimensional inspection data (per ASME Y14.5), and a comprehensive process validation package. Shipments are tracked via IoT sensors monitoring shock, temperature, and humidity during transit. Standard lead time from CAD approval to delivery is 12-18 business days for prototypes and 22-28 days for low-volume production runs, with expedited options available for qualified geometries. Every shipment includes a digital twin of the actual as-produced part for client validation against original CAD.
Start Your Project
Explore our advanced methods of casting metal for high-precision prototypes and production parts. From die casting to sand casting and investment casting, Honyo Prototype delivers superior quality with fast turnaround times. All manufacturing is conducted at our ISO-certified factory in Shenzhen, ensuring strict adherence to international standards.
For technical consultations or project quotations, contact Susan Leo at [email protected]. Let us support your next metal casting application with engineering expertise and scalable solutions.
🚀 Rapid Prototyping Estimator
Estimate rough cost index based on volume.