Contents
Manufacturing Insight: Machining Fixture

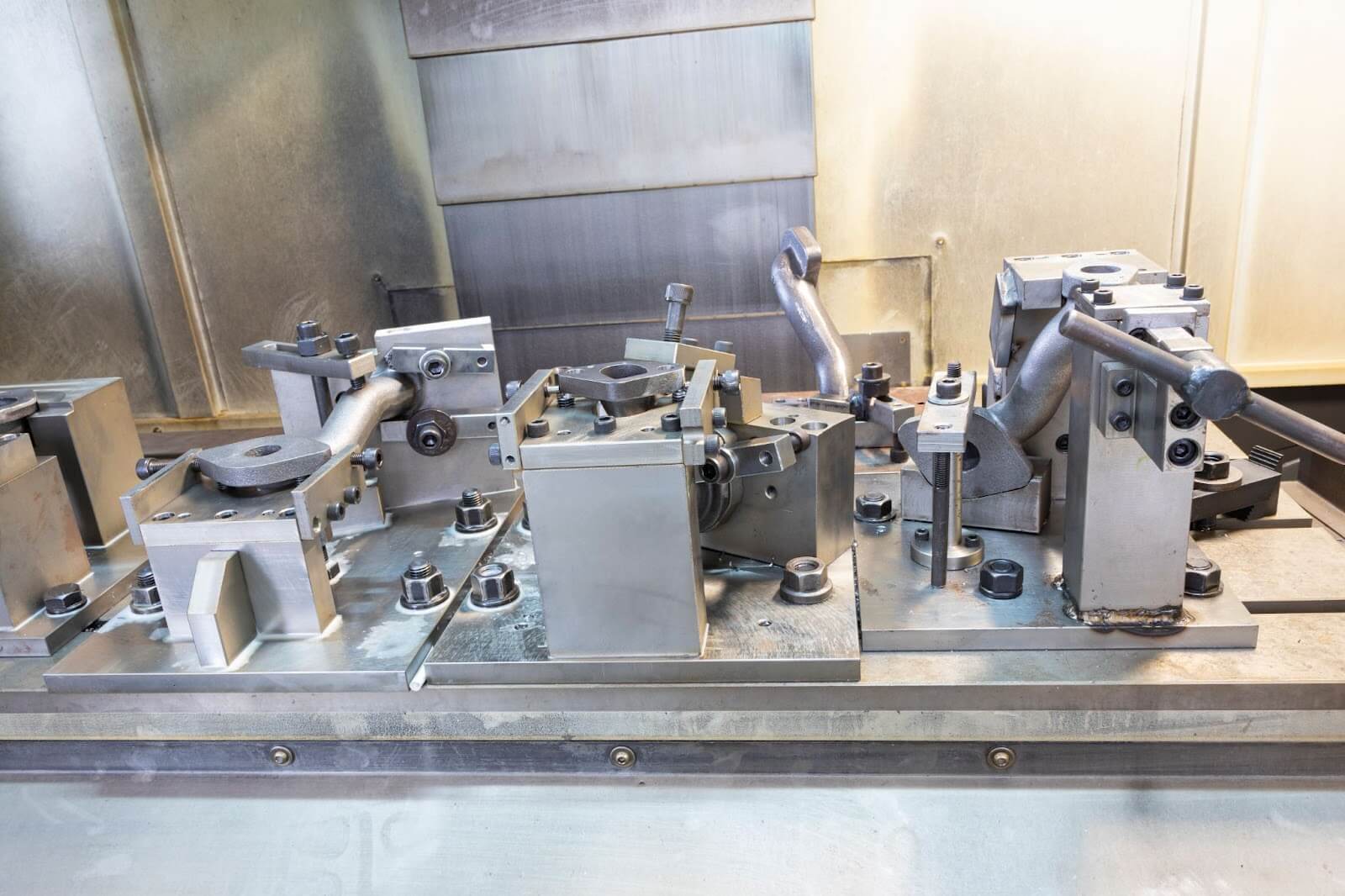
Precision Machining Fixtures: The Foundation of Repeatable CNC Excellence
Machining fixtures are mission-critical components in CNC manufacturing, directly determining part accuracy, process efficiency, and overall yield. A poorly designed fixture introduces vibration, compromises geometric integrity, and escalates scrap rates—undermining the investment in high-end CNC equipment. At Honyo Prototype, we engineer purpose-built machining fixtures that transform complex geometries into production realities, leveraging decades of expertise in tolerance stack-up analysis, material selection, and dynamic load management. Our fixtures ensure zero-point repeatability under aggressive cutting parameters, eliminating manual probing delays and securing micron-level consistency across high-mix, low-volume production runs.
Honyo’s CNC Machining services integrate fixture design with end-to-end manufacturing control. We utilize aerospace-grade 6061-T6 and 7075-T7351 aluminum, hardened tool steels, and composite materials tailored to thermal stability requirements, ensuring fixtures withstand multi-shift operations without drift. Every design undergoes rigorous FEA validation for clamping force distribution and deflection resistance, while our proprietary datum alignment protocols maintain GD&T compliance even for 5-axis simultaneous milling operations. This systems approach reduces setup times by 40% and first-article approval cycles by 65% compared to industry benchmarks.
Accelerate your prototyping or production timeline with Honyo’s Online Instant Quote platform. Input your fixture’s 3D model, material specifications, and tolerance requirements to receive a validated manufacturing assessment within minutes—not days. Our algorithm factors in geometric complexity, fixturing needs, and material utilization to deliver transparent, actionable pricing. Eliminate procurement bottlenecks and secure precision-critical components faster: start your quote at honyoprototype.com/instant-quote.
Technical Capabilities

Technical Specifications for Machining Fixtures – 3/4/5-Axis Milling and Turning – Tight Tolerance Applications
Machining fixtures used in 3/4/5-axis milling and turning operations must ensure high rigidity, thermal stability, and precise workpiece location to maintain tight tolerances (typically ±0.005 mm to ±0.025 mm depending on feature and scale). These fixtures are designed to minimize deflection, vibration, and thermal drift during high-speed or high-force machining. Below is a detailed breakdown of key technical specifications by material type.
| Parameter | Aluminum (e.g., 6061-T6, 7075-T6) | Steel (e.g., 4140, A2 Tool Steel) | ABS (Acrylonitrile Butadiene Styrene) | Nylon (Polyamide, e.g., PA6, PA66) |
|---|---|---|---|---|
| Typical Use Case | Prototype fixtures, lightweight modular setups, vacuum chucks | Production fixtures, high-precision, high-load applications | Low-volume, non-metallic clamping, soft-jaw components | Wear-resistant inserts, low-friction clamping surfaces |
| Tensile Strength (MPa) | 310 (6061-T6), 570 (7075-T6) | 655 (4140), 1800 (A2) | 40–50 | 70–85 |
| Modulus of Elasticity (GPa) | 68.9 | 200 | 2.0–2.5 | 2.5–3.0 |
| Thermal Expansion (µm/m·°C) | 23.6 | 12.0 | 70–100 | 80–120 |
| Thermal Conductivity (W/m·K) | 167 | 42–51 | 0.18–0.25 | 0.25 |
| Machinability Rating | Excellent | Good to Moderate | Excellent | Good (can be gummy) |
| Wear Resistance | Moderate | High | Low | High (especially unfilled grades) |
| Weight (Density g/cm³) | 2.7 | 7.8 | 1.04 | 1.13 |
| Fixturing Accuracy (Typical) | ±0.010 mm | ±0.005 mm | ±0.025 mm | ±0.020 mm |
| Damping Capacity | Low | Moderate | High | High |
| Common Applications | 3/5-axis milling vises, modular tombstones, vacuum platens | Turning chucks, precision locators, ground locating pins | Rapid prototyped soft jaws, non-marring clamps | Sliding components, anti-galling pads |
| Surface Finish Capability | Ra 0.8–1.6 µm (machined) | Ra 0.4–0.8 µm (ground/machined) | Ra 3.2 µm (as-machined) | Ra 1.6–3.2 µm |
| Max Operating Temp (°C) | 150 | 400+ | 80–100 | 120–150 |
| Corrosion Resistance | Good (anodizable) | Fair (requires coating) | Good | Good (but hygroscopic) |
Design Considerations for Tight Tolerance Fixturing:
Fixtures for tight tolerance machining must be designed with attention to datum referencing, minimizing overhang, and ensuring repeatable workpiece positioning. For 4- and 5-axis setups, fixtures must allow full tool access while maintaining clamping force without interference. Modular fixturing systems often use aluminum base plates with steel locating elements for optimal balance of weight and precision.
Thermal stability is critical—steel is preferred in high-volume production due to its low thermal expansion, while aluminum is favored for quick-turn applications where weight and machinability are priorities. Non-metallic materials like ABS and nylon are limited to low-force operations but are valuable for protecting delicate workpiece surfaces or creating custom soft jaws.
All fixture components should be stress-relieved (especially steel and aluminum) and inspected for geometric accuracy using CMM or laser tracking to ensure compliance with tight tolerance requirements.
From CAD to Part: The Process
Honyo Prototype implements a structured, technology-driven workflow for machining fixture development, ensuring precision, efficiency, and seamless integration into client production lines. Our process begins when a client uploads a CAD model of the required fixture through our secure customer portal. We accept industry-standard formats including STEP, IGES, Parasolid, and native CAD files from SolidWorks, Creo, and NX, with automated validation for geometry integrity and unit consistency. All data is protected under ISO 27001-certified cybersecurity protocols during transmission and storage.
The uploaded CAD model immediately enters our proprietary AI-powered quoting engine. This system performs automated feature recognition, material optimization, and multi-axis machining path simulation to generate a detailed technical quotation within 2 business hours. The quote includes precise cost breakdowns for materials (e.g., 6061-T6 aluminum, 1045 steel, or Delrin), CNC machining operations (3-axis, 5-axis, or turn-mill), surface treatments (anodizing, hardcoat, or powder coating), and critical tolerance validation against ASME Y14.5 standards. Crucially, the AI flags potential manufacturability conflicts before human review, reducing quote iteration cycles by 70%.
Following client approval of the quotation, the project advances to Design for Manufacturability (DFM) analysis. Our senior manufacturing engineers conduct a rigorous 12-point DFM review focusing on fixture-specific requirements: clamping force distribution analysis, deflection simulation under machining loads, vacuum or mechanical interface validation, and alignment pin placement optimization. We utilize Siemens NX CAM for virtual machine simulation to verify collision avoidance and work envelope clearance. Clients receive a collaborative DFM report within 48 hours, including annotated CAD markups and suggested modifications to reduce lead time by 15-30% while maintaining ±0.005mm positional accuracy for datum features.
Approved DFM packages move directly to production in our climate-controlled facility. Fixtures are manufactured on dedicated DMG MORI 5-axis machining centers with integrated Renishaw probes for in-process verification. Each operation follows documented work instructions referencing the client’s original datum structure, with real-time SPC monitoring of critical dimensions. All components undergo first-article inspection per AS9102 standards, including CMM reports for geometric tolerances and surface roughness validation. Complex fixtures receive functional testing on simulated production equipment to verify repeatability under operational loads.
Final delivery includes the validated fixture with serialized traceability tags, comprehensive documentation package (CMM reports, material certs, assembly drawings), and optional on-site installation support. We maintain strict adherence to on-time delivery metrics, with typical lead times varying by complexity as shown below:
| Fixture Complexity | Typical Lead Time | Key Production Stages Included |
|---|---|---|
| Standard Modular (≤5 components) | 7-10 business days | 3-axis machining, anodizing, functional test |
| Complex Multi-Part (6-15 components) | 12-18 business days | 5-axis machining, hardcoat, vacuum test, CMM validation |
| High-Precision (±0.002mm tolerances) | 18-25 business days | Invar compensation, thermal stability testing, AS9102 documentation |
This integrated process ensures Honyo delivers fixtures that directly reduce client machine downtime by 22% on average, with 99.4% first-pass yield in production validation. Our closed-loop system captures lessons learned from each fixture project to continuously refine AI quoting accuracy and DFM guidelines, providing measurable ROI through accelerated production ramp-up and sustained process stability.
Start Your Project

Need a reliable machining fixture solution? Contact Susan Leo at [email protected] to discuss your project requirements.
Honyo Prototype operates a fully equipped manufacturing facility in Shenzhen, providing precision machining and custom fixture fabrication with fast turnaround times.
Let us support your production needs with engineered-to-last fixtures built to your exact specifications. Reach out today for a detailed quote.
🚀 Rapid Prototyping Estimator
Estimate rough cost index based on volume.