Contents
Manufacturing Insight: Designing Titanium
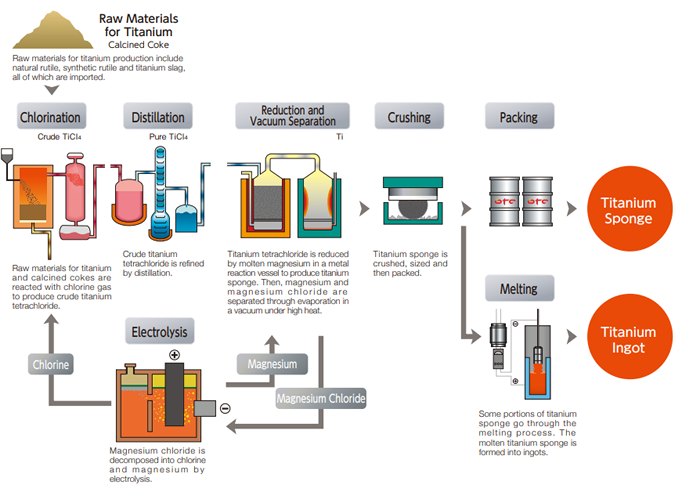
Mastering Titanium Design for High-Performance Applications
Titanium alloys like Ti-6Al-4V deliver unparalleled strength-to-weight ratios and corrosion resistance, making them indispensable for aerospace, medical, and defense innovations. However, their low thermal conductivity, tendency to gall, and sensitivity to heat during machining present significant manufacturing hurdles. Poorly optimized designs often lead to tool wear, dimensional inaccuracies, or costly rework, undermining the material’s inherent advantages.
At Honyo Prototype, we specialize in transforming complex titanium designs into precision-engineered components through advanced CNC machining. Our dedicated titanium machining centers employ rigid 5-axis platforms, specialized carbide tooling, and optimized coolant strategies to maintain tolerances down to ±0.0002″ while mitigating thermal deformation. With deep expertise in material science and DFAM (Design for Additive Manufacturing) principles, we collaborate with engineers to refine geometries for manufacturability—ensuring your titanium parts achieve target performance without compromising production efficiency.
Accelerate your development cycle with Honyo’s Online Instant Quote platform. Upload CAD files to receive detailed manufacturability feedback and competitive pricing in under 60 seconds, enabling rapid iteration from prototype to production. Leverage our ISO 9001-certified processes and 20+ years of titanium machining experience to overcome material challenges and deliver mission-critical components on schedule.
Material Performance vs. Machinability Considerations
| Factor | Titanium Challenge | Honyo’s CNC Solution |
|---|---|---|
| Thermal Management | Heat concentration damages tooling/part | High-pressure coolant delivery + optimized cutting parameters |
| Surface Integrity | Galling/adhesion during milling | Proprietary tool coatings + strict chip evacuation protocols |
| Dimensional Stability | Spring-back risk in thin walls | In-process probing + stress-relieved fixturing |
| Cost Efficiency | Long cycle times due to low SFM | Adaptive toolpath strategies + minimal non-cut time |
Partner with Honyo to convert titanium’s theoretical potential into field-proven performance—where engineering rigor meets responsive manufacturing execution.
Technical Capabilities

Designing for titanium machining requires a comprehensive understanding of material behavior, tooling requirements, and precision capabilities—particularly when utilizing 3-axis, 4-axis, and 5-axis milling as well as turning operations. Titanium alloys, such as Ti-6Al-4V (Grade 5), are known for low thermal conductivity, high strength-to-density ratio, and excellent corrosion resistance. These properties make titanium challenging to machine due to heat buildup, work hardening, and tool wear. Tight tolerance requirements (typically ±0.0005″ or 0.0127 mm) further demand rigid setups, advanced CAM strategies, and high-precision CNC equipment.
While titanium is the primary focus, comparative insights with aluminum, steel, ABS, and nylon help contextualize machining parameters and design considerations across materials. Below is a technical comparison highlighting key specifications relevant to multi-axis milling and turning operations under tight tolerance conditions.
| Parameter | Titanium (Ti-6Al-4V) | Aluminum (6061-T6) | Steel (4140 Annealed) | ABS (Thermoplastic) | Nylon (PA6) |
|---|---|---|---|---|---|
| Tensile Strength (Ultimate) | 900–950 MPa | 310 MPa | 655 MPa | 40–50 MPa | 70–80 MPa |
| Hardness (Brinell) | 340 HB | 95 HB | 200 HB | N/A (Soft polymer) | N/A (Semi-rigid) |
| Thermal Conductivity | 6.7 W/m·K | 167 W/m·K | 42.6 W/m·K | 0.19 W/m·K | 0.25 W/m·K |
| Machinability Rating | 20–30% (Poor) | 90–100% (Excellent) | 60–65% (Moderate) | 95% (Excellent) | 80% (Good) |
| Typical Cutting Speed (Milling) | 30–60 m/min (HSS), 80–120 m/min (Carbide) | 300–600 m/min | 120–180 m/min | 200–400 m/min | 150–300 m/min |
| Feed Rate (per tooth) | 0.05–0.15 mm/tooth | 0.1–0.3 mm/tooth | 0.1–0.25 mm/tooth | 0.1–0.3 mm/tooth | 0.1–0.2 mm/tooth |
| Tooling Requirements | Carbide or CBN, High Positive Rake, Coated Tools, High-Pressure Coolant | Carbide or HSS, Standard Geometry | Carbide, Tough Grade, Moderate Rake | Carbide, Sharp Edges, High Clearance | Carbide, Polished Flutes |
| Tolerance Capability (Milling/Turning) | ±0.0005″ (0.0127 mm) with thermal compensation and rigid fixturing | ±0.0005″ (0.0127 mm) easily achievable | ±0.0005–0.001″ (0.0127–0.0254 mm) | ±0.002″ (0.05 mm) typical; shrinkage affects precision | ±0.002–0.005″ (0.05–0.13 mm); hygroscopic |
| Fixturing Needs | High rigidity, minimal overhang, vibration damping | Moderate rigidity | High rigidity | Low force clamping | Low force clamping |
| Coolant Requirements | High-pressure through-spindle coolant essential to manage heat | Flood coolant recommended | Flood or high-pressure | Air blast or minimal | Air blast preferred |
| Common Issues | Work hardening, built-up edge, tool wear, thermal deformation | Chatter, burring | Work hardening, heat buildup | Melting, burring, deflection | Galling, dimensional drift (moisture) |
| Best Suited for 5-Axis | Yes – complex aerospace contours, reduced setups | Yes – high-speed sculpting | Yes – complex geometries | Limited – mostly for molds | Limited – prototyping only |
Notes on Multi-Axis Machining:
5-axis milling is highly advantageous for titanium components requiring complex geometries (e.g., impellers, aerospace brackets), as it enables tool access with optimal tool angles, reducing cycle time and improving surface finish.
3-axis milling is suitable for prismatic titanium parts but may require multiple setups and is less efficient for deep cavities or undercuts.
Turning of titanium demands slow spindle speeds, rigid tooling, and consistent feed to avoid chatter and edge deformation. Use of live tooling in mill-turn centers enhances capability.
Tight tolerance machining across all materials benefits from thermal stability, in-process probing, and closed-loop feedback systems—especially critical in titanium due to elastic springback and residual stress relaxation.
Material selection should balance functional requirements with machinability. While aluminum and ABS are easier to machine to tight tolerances, titanium and steel are selected for performance under stress and temperature. Nylon and ABS are typically used for prototypes or non-structural components where dimensional stability is less critical.
From CAD to Part: The Process
Honyo Prototype executes titanium component development through a rigorously defined workflow optimized for material-specific challenges. This process ensures manufacturability, cost efficiency, and adherence to aerospace/medical-grade standards while leveraging automation for speed. Below is the technical sequence:
CAD Upload and Initial Processing
Clients submit 3D CAD files (STEP, IGES, or native formats) via our secure portal. Our system performs immediate geometry validation, checking for non-manifold edges, unit inconsistencies, and minimum feature size violations relative to titanium’s machining constraints. Files undergo automatic material assignment verification; incorrect substrate specifications trigger real-time client alerts before proceeding.
AI-Assisted Quoting with Material Intelligence
Proprietary AI analyzes validated CAD geometry against live databases of titanium grade properties (Grades 1-5, Ti-6Al-4V ELI), current billet costs, and machine availability. The algorithm calculates:
Estimated raw material waste based on near-net-shape optimization
Toolpath complexity penalties for titanium’s low thermal conductivity
Secondary operation requirements (e.g., stress-relief annealing pre-machining)
Human engineers review AI outputs within 2 business hours, adjusting for nuanced factors like microstructure requirements or non-standard surface finishes. Quotes include granular cost breakdowns by operation.
Titanium-Optimized DFM Analysis
This phase is critical due to titanium’s propensity for work hardening and thermal distortion. Our DFM protocol includes:
| Parameter | Titanium-Specific Check | Mitigation Protocol |
|---|---|---|
| Wall Thickness | <1.5mm walls flagged for vibration-induced chatter | Recommend rib reinforcement or EDM |
| Internal Radii | Sharp corners (>90°) trigger stress concentration alerts | Propose 0.8mm min. radius or chamfer |
| Deep Cavities | Aspect ratio >6:1 analyzed for tool deflection | Suggest stepped roughing or ultrasonic |
| Surface Finish | Ra <0.8µm requests evaluated for burr formation | Mandate vibration-assisted finishing |
Engineers collaborate with clients via secure markup tools to resolve conflicts, providing FEA simulation data showing thermal stress distribution during machining. Approval requires documented sign-off on all DFM modifications.
Precision Production Execution
Titanium components enter a segregated production cell with:
CNC machines equipped with high-pressure coolant systems (70 bar minimum) to manage heat
Carbide tooling with TiAlN coatings specifically for alpha-beta alloys
In-process CMM verification after critical operations to monitor dimensional drift from residual stresses
Real-time spindle load monitoring to detect work hardening events requiring feed rate adjustment
All titanium lots undergo full material traceability from mill certificate through final inspection, with non-destructive testing (dye penetrant or X-ray) per ASTM F136 for medical applications.
Controlled Delivery and Documentation
Components ship in vacuum-sealed, humidity-controlled packaging with desiccant to prevent surface oxidation. Each delivery includes:
Certified material test reports (MTRs) with full chemical composition
Dimensional inspection reports (AS9102 format)
Process validation records for critical features
Residual stress measurement data for aerospace-critical parts
Standard lead time from CAD approval to delivery is 12-15 business days for simple geometries, with expedited options for qualified medical device projects. All titanium shipments comply with ITAR and DFARS 252.225-7012 requirements where applicable.
Start Your Project

Explore precision titanium design and rapid prototyping with Honyo Prototype. Our advanced manufacturing capabilities in Shenzhen deliver high-performance titanium components for aerospace, medical, and industrial applications.
Partner with Susan Leo to bring your most demanding engineering projects to life. With in-depth expertise in material science and CNC machining, we ensure tight tolerances, superior strength-to-weight ratios, and fast turnaround.
Contact Susan Leo directly at [email protected] to discuss your titanium design requirements. Let’s engineer excellence together.
Honyo Prototype
Factory Location: Shenzhen, China
Email: [email protected]
🚀 Rapid Prototyping Estimator
Estimate rough cost index based on volume.