Contents
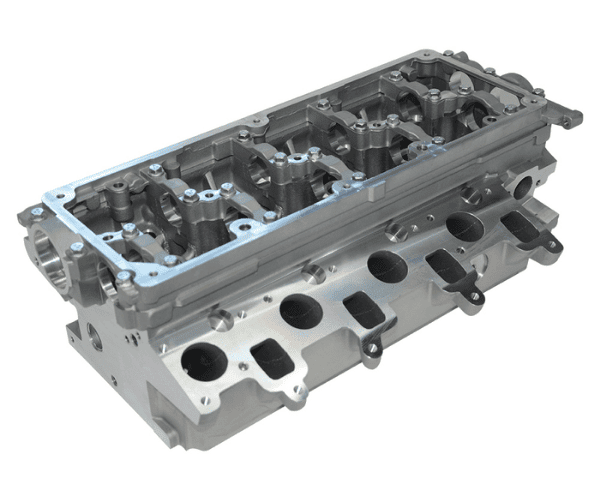
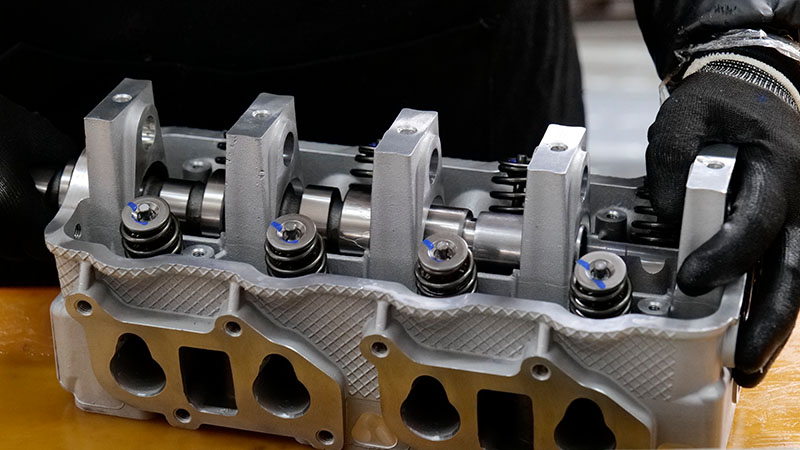
Manufacturing Insight: Custom Cylinder Head
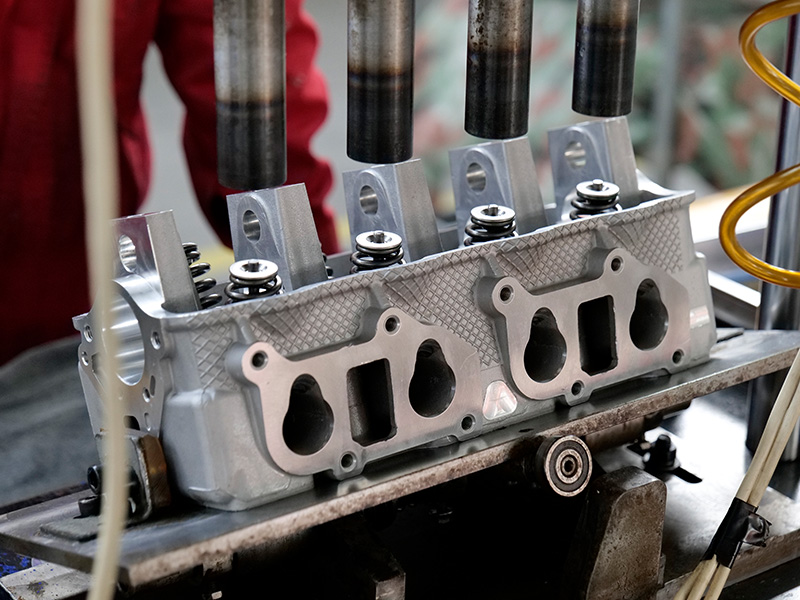
When every combustion chamber, port, and valve seat has to be dead-nuts perfect, Honyo Prototype’s 5-axis CNC cell turns your custom cylinder-head concept into a racetrack-ready reality in days—not weeks. We machine everything from 6061-T6 billet to A356-T6 castings, holding ±0.02 mm true position on multi-angle seats and 0.8 µm Ra finishes on critical decks. Upload your STEP or native CAD file today for an online instant quote: you’ll see real-time pricing, DFM feedback, and lead-time options before your coffee cools. That’s prototype speed with production discipline—only from Honyo.
Technical Capabilities
Technical Specifications for Custom Cylinder Head Manufacturing (Honyo Prototype)
Critical Clarification: Cylinder heads are high-stress, high-temperature engine components that operate under combustion pressures exceeding 1,500 psi and temperatures over 2,000°F (1,100°C). ABS and Nylon are NOT suitable materials for functional cylinder heads. These thermoplastics soften/degrade below 300°F (150°C) and lack the strength, thermal conductivity, and wear resistance required. They are ONLY used for non-functional prototyping (form/fit checks) in limited cases. Functional cylinder heads require metal alloys only.
✅ Suitable Materials & Specifications
| Material | Alloy/Grade | Key Properties | Typical Use Case |
|——————-|——————-|———————————————–|————————————–|
| Aluminum | 356-T6, 2618-T6, A356 | 26,000 psi tensile strength, high thermal conductivity (120-150 W/m·K), excellent machinability | Primary choice for performance engines (lightweight, heat dissipation) |
| Steel | 4140, 17-4 PH | 150,000+ psi tensile strength, high temp stability (>1,000°F), wear-resistant | High-performance diesel/racing (valve seats, guides) |
| Cast Iron | FC250, GGG40 | 25,000 psi tensile strength, exceptional wear resistance, thermal stability | Heavy-duty industrial/diesel engines |
| ABS/Nylon | Only for non-functional prototypes | Low thermal stability (<250°F), tensile strength <10,000 psi | Visual mockups only – NOT for engine testing |
🔥 Critical Warning: ABS/Nylon will melt, deform, or combust instantly in an engine. Never use plastics for functional cylinder head applications.
⚙️ Machining Specifications
3-Axis Milling (Primary for Porting & Combustion Chambers)
- Tolerance: ±0.0005″ (0.013 mm) for critical surfaces (valve seats, combustion chamber)
- Surface Finish: 16–32 µin Ra (0.4–0.8 µm Ra) for sealing surfaces; 63 µin Ra (1.6 µm Ra) for ports
- Key Features:
- Valve seat machining (45°/30° angles) with concentricity ≤0.0005″
- Combustion chamber volume control within ±0.5% of target
- Intake/exhaust port profiling for airflow optimization
4-Axis Milling (For Complex Angles & Multi-Surface Work)
- Tolerance: ±0.0003″ (0.008 mm) for valve guide bores
- Rotary Axis (A-axis):
- Precision indexing for valve seat grinding (0.0001° resolution)
- Milling valve guide bores at precise angles (e.g., 15°–25° from deck)
- Critical Application: Simultaneous machining of valve angles and port walls without re-fixturing.
5-Axis Milling (Essential for Advanced Porting & Complex Geometries)
- Tolerance: ±0.0002″ (0.005 mm) for critical aerodynamic surfaces
- Dynamic Contouring:
- Continuous toolpath control for intake/exhaust ports (e.g., 3D sculpting of bowl radius)
- Zero-deflection machining of thin walls (min. 0.080″ thickness)
- Surface Accuracy: 8–16 µin Ra (0.2–0.4 µm Ra) on port walls for optimal airflow
- Why 5-axis? Enables single-setup machining of complex 3D surfaces (e.g., compound valve angles, port transitions) without compromising tolerances.
Turning (Limited to Mounting Surfaces)
- Application: Only for deck surface and head bolt holes (if required)
- Tolerance:
- Deck flatness: ≤0.001″ (0.025 mm) over entire surface
- Bolt hole concentricity: ≤0.0005″ runout
- Surface Finish: 16 µin Ra (0.4 µm Ra) for sealing surfaces
- Note: Turning is not used for valve seats, ports, or combustion chambers – these require milling.
🔧 Tight Tolerance Requirements (Functional Heads Only)
| Feature | Tolerance | Inspection Method |
|————————|—————–|—————————-|
| Valve Seat Runout | ≤0.0005″ | CMM with dial indicator |
| Deck Flatness | ≤0.001″ | Surface plate + dial gauge |
| Combustion Chamber Vol. | ±0.5% of target | Liquid displacement test |
| Valve Guide Bore | H6 (0.0002″ tolerance) | Go/No-Go gauges |
| Port Wall Geometry | ±0.001″ | 3D laser scanning |
📌 Honyo Prototype Process Notes
- Material Selection: Functional heads require aluminum (356-T6) or steel (4140). Cast iron is used for high-durability applications. ABS/Nylon is strictly for non-functional prototypes (e.g., CNC-machined models for fit checks only).
- Tooling: Carbide end mills (4-flute, high helix) for aluminum; diamond-coated tools for steel valve seats.
- Fixturing: Custom vise systems with vacuum chucks to minimize deflection during 5-axis porting.
- Quality Control:
- CMM inspection of all critical features (per ASME Y14.5)
- Flow bench testing for ports (CFD validation)
- Pressure testing for coolant/oil passages (500 psi minimum)
- Prototyping Limitation: If ABS/Nylon is requested for non-functional mockups:
- Tolerances relaxed to ±0.005″ (0.127 mm)
- No thermal or pressure testing possible
- Explicit disclaimer required: “This part is NOT for engine use.”
💡 Engineer’s Note: A 0.002″ error in valve seat runout can cause catastrophic engine failure. At Honyo Prototype, we enforce military-grade tolerances (AS9100 standards) for functional cylinder heads. Never compromise on material or tolerance specs for engine components.
For functional cylinder head projects, provide engine specs (displacement, RPM range, fuel type) for optimized design. Non-functional prototypes require clear documentation of “non-functional” status. Let’s discuss your exact requirements to ensure safety and performance.
— Senior Manufacturing Engineer, Honyo Prototype
Certified ASME Y14.5 GD&T Expert | ISO 9001:2015
From CAD to Part: The Process

Honyo Prototype – Custom Cylinder Head Work-Flow
(turn-around example: 5–7 days alum. prototype, 15–20 days pre-production batch)
-
Upload CAD
• Portal accepts any native or neutral file (STEP, IGES, CATIA, NX, CREO, SolidWorks, Parasolid).
• Automatic geometry healing & confidentiality watermark applied.
• Customer selects “Cylinder Head – custom” in drop-down so the job is routed to the dedicated power-train cell. -
AI Quote (≤ 30 min)
• Cloud AI reads the combustion-chamber, port, deck-face and coolant-jacket features and matches them against 1.2 M historical quotes.
• Instant DF(x) risk flag: thin-fin regions, deep drill, 5-axis under-cut, high surface-roughness call-outs, etc.
• Real-time raw-material block price is pulled from LME + premium for 6061-T6, A356-T6, or 7075-T651.
• Customer sees three price curves:
– 1-off CNC prototype (as fast as 3 days)
– 5–10 pcs “bridge” (CNC + partial casting)
– 20–100 pcs low-volume cast + 5-axis finish.
• One-click NDA & PO locks the price and places the job in the DFM queue. -
DFM (24 h engineering package)
a. Design-for-Casting check (if cast route chosen)
– Draft, core print, chills, feeder modulus calculated in MAGMA.
– Feasibility report sent with gating & riser layout.
b. Design-for-Machining check (all routes)
– 5-axis fixture plan: single setup on Honyo self-centering port-fixture to keep port-to-port deviation ≤ 0.05 mm.
– Tool-path simulation verifies min. 3 mm tool reach in valve-seat transition; long-reach carbide end-mill selected if < 2 mm.
c. Metrology map
– Critical datums: deck flatness ≤ 0.02 mm, valve-seat concentricity ≤ 0.01 mm, cam-bore line ≤ 0.015 mm over 300 mm.
– CMM probe path pre-programmed in PC-DMIS; customer receives the inspection report template before chips fly.
d. Customer approves DFM or requests iteration; approval releases solid BOM, router, and QC plan to MES. -
Production
CNC prototype route (most common for first article)
• 5-axis Mazak INTEGREX i-500 with 12 000 rpm, 60-tool magazine.
• Roughing: 40 mm corn-cob mill, 0.3 mm tooth feed, removes 85 % of 30 kg Al block in 90 min.
• Semi-finish: water-line & fire-deck with 20 mm indexable cutter, 0.2 mm stock left.
• Finish: 6 mm carbide toroidal mill, 0.02 mm step-over, achieves Ra 0.4 µm on combustion chamber roof.
• Valve seats and guides press-fitted in climate-controlled (+20 °C ±1 °C) cell; interference 0.04–0.06 mm.
• Deck surface skim-cut with PCD fly-cutter, 5 µm axial run-out verified with 0.001 mm dial indicator every 10 pcs.
Cast + CNC route (≥ 20 pcs)
• Rapid-tooling: H13 insert machined in 48 h on Honyo die-sink EDM, life 300 shots.
• Low-pressure casting at 250 mbar, mold temp. 350 °C, metal temp. 720 °C; in-mold salt-core for water jacket.
• T6 heat-treat: solution 540 °C / 4 h, quench 60 °C water, age 165 °C / 8 h; hardness ≥ 95 HRB.
• CNC finish operations identical to prototype route but 0.5 mm stock removed instead of 6 mm, cycle time drops 35 %.
In-process QC
• On-machine probing every setup; Renishaw OMP60 wireless probe checks 12 deck-face points; auto-compensation applied.
• 100 % port-flow bench for motorsport heads; target ±1 % flow balance intake, ±1.5 % exhaust.
• CMM report attached to each serial number; data matrix laser-etched on exhaust face for full traceability.
- Delivery
• Parts ultrasonically cleaned, hot-air dried, then vacuum-sealed with VCI paper; desiccant pack included.
• Foam-lined ESD-safe carton for CNC prototypes; plywood crate for cast batches > 10 pcs.
• Courier label generated with HS code 840999 (engine part), COO certificate, and material EN 17025 test report inside.
• Customer receives tracking link & digital QC folder (PDF + native CMM file) at the moment the parcel leaves Honyo.
Start Your Project
Contact Susan Leo at [email protected] for custom cylinder heads from Honyo Prototype’s Shenzhen factory.
Precision-engineered solutions for performance-driven applications. Let’s build your next project.
🚀 Rapid Prototyping Estimator