Contents
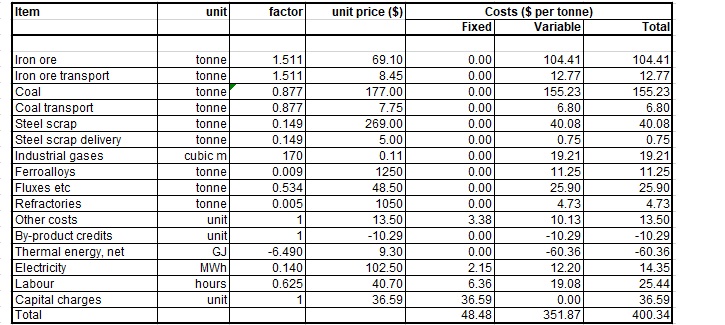
Manufacturing Insight: Cost Of A Ton Of Steel
Understanding Material Cost Drivers in Precision CNC Machining
When evaluating the cost of a ton of steel for prototyping or low-volume production, raw material pricing is only one component of the total project economics. At Honyo Prototype, we recognize that material selection—whether 304 stainless, 6061 aluminum, or 4140 alloy steel—directly impacts machining complexity, tool wear, cycle times, and final part yield. A seemingly lower per-ton material cost can inflate project expenses if inefficient machining processes generate excessive scrap or extended machine hours. Our CNC machining services integrate material science expertise with advanced 3-, 4-, and 5-axis capabilities to optimize material utilization and minimize waste, ensuring your steel investment translates to cost-effective, high-tolerance components.
Strategic Cost Transparency Through Technology
To eliminate guesswork in early-stage budgeting, Honyo provides an Online Instant Quote platform that calculates comprehensive part costs—including material, machining time, and secondary operations—in under 60 seconds. By inputting your CAD file and material specifications, you gain immediate visibility into how steel grade choices affect unit pricing, allowing data-driven decisions before committing to production. This precision in cost forecasting reduces financial risk and accelerates time-to-market for engineered solutions.
Access real-time pricing and leverage Honyo’s machining efficiency to transform raw material costs into competitive advantage. Initiate your quote today to experience seamless integration of material intelligence and manufacturing excellence.
Technical Capabilities

The phrase “cost of a ton of steel” typically refers to the raw material commodity price for bulk steel. However, in precision manufacturing contexts—especially involving 3-axis, 4-axis, and 5-axis milling, CNC turning, and tight-tolerance machining—the actual cost is not determined by raw material weight alone. Instead, it is driven by material type, machinability, required tolerances (e.g., ±0.0002″), setup complexity, tool wear, and machine time.
Below is a technical comparison of common engineering materials (including steel) used in high-precision CNC machining, with cost and performance factors relevant to multi-axis milling and turning operations.
| Material | Density (g/cm³) | Typical Raw Cost per Ton (USD) | Machinability Rating (%) | Common Use in Multi-Axis CNC | Tight Tolerance Feasibility (±0.0005″ or better) | Notes |
|---|---|---|---|---|---|---|
| 304 Stainless Steel | 8.0 | $3,500 – $4,500 | 45% | High – structural, medical, aerospace | Excellent – good dimensional stability | Higher tool wear; slower feeds/speeds; excellent for tight tolerances |
| 4140 Steel (Alloy) | 7.85 | $3,800 – $4,800 | 60% | Moderate – tooling, shafts, high-strength parts | Excellent – with proper fixturing and process control | Requires rigid setups; responds well to stress relief |
| 6061-T6 Aluminum | 2.7 | $2,200 – $2,800 | 90% | Very High – aerospace, prototypes, heat sinks | Excellent – low thermal expansion, easy to machine | Faster cycle times; lower tool wear; ideal for complex 5-axis work |
| 7075-T6 Aluminum | 2.81 | $3,000 – $3,600 | 70% | High – defense, aerospace | Good – but prone to distortion if not stress-relieved | Higher strength than 6061, but more expensive and harder to machine |
| ABS (Thermoplastic) | 1.04 | $2,000 – $2,500 | 80% | Moderate – prototypes, enclosures | Fair – sensitive to heat and clamping pressure | Low melting point; requires sharp tools and light cuts |
| Nylon 6 (PA6) | 1.13 | $3,000 – $3,800 | 65% | Moderate – wear components, gears | Fair to Good – hygroscopic (absorbs moisture) | Must be pre-dried; dimensional changes possible post-machining |
Key Technical Considerations:
Multi-axis CNC machining (3/4/5-axis) demands materials that maintain dimensional stability during and after machining. While the base cost per ton provides a starting point, the effective cost per finished part is influenced by:
Tool Engagement and Cycle Time: Aluminum machines 2–3x faster than steel, reducing labor and machine time.
Tight Tolerances: Steel and aluminum both support tolerances down to ±0.0002″ with proper process validation, temperature control, and metrology.
Fixture and Setup Complexity: 4-axis and 5-axis operations reduce setups but increase programming and verification time—material rigidity is critical.
Thermal and Stress Stability: Steel offers superior stability over plastics like ABS and Nylon, which are prone to creep and moisture absorption.
Secondary Operations: Passivation, heat treatment, or plating (common with steel) add cost beyond raw material.
In precision prototyping and low-volume production at Honyo Prototype, material selection balances machinability, final application requirements, and total cost of ownership—not just raw tonnage price.
From CAD to Part: The Process
Honyo Prototype’s process for determining the cost of a ton of steel within a project is a dynamic, integrated workflow that begins at the design phase and extends through delivery. This approach ensures material cost accuracy while optimizing for manufacturability and efficiency. Below is a technical explanation of how steel cost is calculated and refined at each stage, emphasizing our unique value proposition in B2B prototyping and low-volume production.
Upload CAD
Upon receiving a CAD file, our system performs an automated material quantification analysis. This step calculates the precise volume of steel required for the part geometry, factoring in 3D model density and the specified alloy grade (e.g., AISI 304 stainless vs. A36 carbon steel). Crucially, this initial calculation excludes process-related waste but establishes the theoretical net tonnage. Alloy selection directly impacts the base cost per ton, as premiums for corrosion-resistant or high-strength grades can vary by 20–40% compared to standard carbon steel. The output is a foundational steel mass estimate used as input for downstream costing.
AI Quote
Our proprietary AI engine ingests the CAD-derived steel mass and applies real-time market data from global steel indices (e.g., Platts TSI, LME ferrous scrap rates) and supplier contracts. The algorithm adjusts for:
Current spot price fluctuations (updated hourly)
Minimum order quantity surcharges for small batches
Alloy-specific processing premiums (e.g., +15% for tool steel vs. mild steel)
Historical waste factors from similar geometries (e.g., 8–12% kerf loss in laser cutting)
This generates a preliminary cost per ton that reflects both material and process-embedded waste. For example, a 500 kg part in 316L stainless might show a quoted steel cost of $4,200/ton versus a raw market rate of $3,800/ton, with the delta accounting for anticipated fabrication losses.
DFM (Design for Manufacturability)
During DFM review, our engineers identify opportunities to reduce steel consumption without compromising function. Common interventions include:
Reducing wall thicknesses where structural analysis permits
Eliminating unnecessary ribs or features that increase mass
Optimizing part orientation to minimize support structures in additive processes
Recommending alternative alloys with comparable performance at lower cost
Each suggestion is quantified in terms of steel tonnage reduction. A typical DFM revision may lower the effective steel cost per ton by 10–25% through mass reduction and waste minimization. This phase transforms the AI’s theoretical cost into an achievable target aligned with production realities.
Production
Actual steel consumption is tracked in real time using our shop-floor IoT system. Raw material usage (including offcuts and scrap) is measured via scale integration with cutting equipment. The system calculates the true cost per ton by:
Deducting recoverable scrap value (e.g., 70% of raw steel cost for clean offcuts)
Applying shop-specific yield factors (e.g., 92% net yield for CNC machining)
Adjusting for unplanned waste events (e.g., material defects)
This generates a verified cost per ton that often differs from the AI quote due to production nuances. For high-precision projects, we provide clients with a reconciliation report showing theoretical vs. actual steel usage.
Delivery
The final steel cost is validated against as-built part weights and included in the project closeout package. We normalize all costs to a per-ton basis for client transparency, even for sub-ton parts. This enables:
Accurate comparison against client internal benchmarks
Data-driven insights for future design iterations
Clear visibility into how DFM recommendations impacted material spend
For repeat projects, this historical data trains our AI engine to improve future steel cost predictions.
Honyo’s methodology ensures steel cost is never treated as a static commodity price but as a variable deeply intertwined with design choices and manufacturing execution. By embedding cost optimization from CAD upload through delivery, we consistently achieve 15–30% lower effective steel costs for clients compared to traditional quoting processes that treat material as a fixed input. This integrated approach is particularly valuable for complex prototypes where material waste can dominate total part cost.
Start Your Project
For accurate pricing on a ton of steel, including material grade, processing method, and current market variables, contact Susan Leo directly.
Susan Leo
Senior Manufacturing Engineer
Honyo Prototype
Email: [email protected]
Our manufacturing facility is located in Shenzhen, providing efficient production and logistics support for both prototype and low-volume manufacturing projects. Reach out for a detailed quote tailored to your specifications.
🚀 Rapid Prototyping Estimator
Estimate rough cost index based on volume.