Contents
Manufacturing Insight: Cnc Milling London

Need CNC milling in London—fast, precise and competitively priced?
Honyo Prototype brings 5-axis CNC machining, micron-level tolerances and same-day material sourcing to your doorstep in the capital. From one-off aluminium prototypes to 1,000-part production runs, our 24/7 London workshop turns CAD into finished metal or plastic components while you watch the progress in real time.
Get an online instant quote in under 60 seconds: upload your STEP file, pick your grade of stainless, titanium, PEEK or engineering polymer, and see machined-part pricing and lead-time immediately—no waiting, no hidden fees.
Honyo Prototype: London’s CNC milling partner for speed, precision and instant transparency.
Technical Capabilities

Technical Specifications for Precision CNC Machining Services (London-Based Operations)
As Senior Manufacturing Engineer, Honyo Prototype
Clarification Note: “CNC Milling London” is not a standardized service name—it refers to precision CNC machining services located in or serving London. At Honyo Prototype, we deliver industrial-grade CNC machining (milling and turning) with rigorous tolerances, using advanced multi-axis capabilities. Below are our technical specifications for core capabilities, aligned with aerospace, medical, and high-end prototyping standards.
🛠️ Core Machining Capabilities
1. Multi-Axis Milling
| Axis Type | Typical Machines | Key Specifications | Ideal Applications |
|—————|———————-|————————|————————|
| 3-Axis | Haas VF-3, DMG MORI CTX-beta | Travel: X=800mm, Y=500mm, Z=500mm
Spindle Speed: 24,000 RPM
Max Tooling: 40-tool ATC
Positional Accuracy: ±0.005mm | Simple blocks, brackets, housings, tooling plates |
| 4-Axis | Okuma MULTUS U400 | Rotary Axis (A-axis): ±360° continuous
Table Size: 400mm diameter
Indexing Accuracy: ±5 arc-seconds | Features on cylindrical parts (e.g., flanges, valve bodies), pocketing with angled features |
| 5-Axis Simultaneous | DMG MORI CTX 5-axis, Huron H500 | X/Y/Z Travel: 1,000x800x600mm
Spindle Speed: 20,000 RPM
RTCP (Rotary Tool Center Point) enabled
Positional Accuracy: ±0.003mm | Complex aerospace components (impellers, turbine blades), medical implants, intricate molds, single-setup parts with undercuts |
💡 Why 5-Axis Matters: Eliminates multiple setups, reduces error accumulation, and enables complex geometries (e.g., freeform surfaces) in one clamping. Critical for tight-tolerance aerospace parts where ±0.005mm is routine.
2. CNC Turning
| Capability | Specifications | Applications |
|—————-|——————-|——————|
| Swiss-Type Turning | Yamazaki Mazak Integrex S-200
Bar Capacity: 20mm
Max RPM: 12,000
Live Tooling: 12 stations
Tolerance: ±0.002mm | Medical pins, watch components, precision shafts |
| Standard Turning Centers | Okuma LB-3000 EX
Chuck Size: 10″ (250mm)
Max RPM: 5,000
Live Tooling: 8 stations
Tolerance: ±0.005mm | Flanges, bushings, hydraulic components |
| Multi-Tasking (Turning + Milling) | DMG MORI CTX beta 500 TC
Simultaneous 5-axis milling + 3-axis turning
Max Diameter: 100mm | Complex hybrid parts (e.g., valve bodies with milled ports), aerospace fittings |
⚠️ Critical Note: Tight-tolerance turning requires thermal compensation, in-process probing, and vibration dampening—especially for diameters <5mm or lengths >10x diameter.
⚖️ Tight Tolerance Standards
| Tolerance Class | Typical Range | Achievable With | Real-World Example |
|———————|——————-|———————|————————|
| Standard | ±0.025mm | 3-axis milling, basic turning | Prototyping, non-critical housings |
| Precision | ±0.005mm | 5-axis milling, Swiss turning, CMM verification | Aerospace brackets, medical device components |
| High-Precision | ±0.002mm | 5-axis with thermal control, in-process laser probing, ISO 17025-certified CMM | Orthopedic implants, semiconductor fixtures, optical mounts |
✅ How We Guarantee Tight Tolerances:
– Thermal Management: Machining in climate-controlled labs (20±1°C) to prevent thermal expansion.
– In-Process Verification: On-machine probes (Renishaw) for real-time adjustments.
– CMM Validation: Zeiss Contura G2 with 0.25μm probe for 100% inspection of critical features.
– Fixture Design: Custom vise/jig designs to minimize deflection (e.g., hydrostatic chucks for turning).
🧪 Material Specifications & Machining Parameters
We specialize in high-precision machining of these materials—each with optimized strategies:
| Material | Key Properties | Typical Tolerances Achieved | Critical Machining Notes |
|————–|——————-|——————————-|—————————-|
| Aluminum (6061-T6, 7075-T6) | Lightweight, high strength-to-weight ratio | ±0.005mm (standard), ±0.002mm (precision) | – Use high-speed cutting (1,500–2,500 SFM)
– Coolant essential to prevent thermal warping
– Avoid chatter with rigid fixturing |
| Steel (1018, 4140, 17-4PH, 316 Stainless) | High strength, wear resistance | ±0.005mm (standard), ±0.002mm (precision) | – Lower speeds (200–500 SFM), high torque
– 316SS requires chip breakers to avoid work hardening
– 17-4PH requires aging after machining |
| ABS (Acrylonitrile Butadiene Styrene) | Tough thermoplastic, low cost | ±0.010mm (standard) | – Low cutting speeds (100–200 SFM)
– Dry machining preferred (no coolant to avoid stress cracking)
– Sharp tools essential to prevent melting |
| Nylon (PA6, PA66) | Self-lubricating, chemical resistance | ±0.015mm (standard) | – Very low speeds (50–100 SFM)
– Deep cuts cause heat buildup → warpage
– Use positive rake tools and high flute count |
🔬 Critical Insight for Plastics (ABS/Nylon):
Tight tolerances on plastics are highly dependent on part geometry and cooling. We use cryogenic machining for <±0.005mm requirements on nylon—freezing parts to -100°C during final cuts to eliminate thermal distortion.
🏭 Why Honyo Prototype Delivers Excellence in London
- Certifications: ISO 9001:2015, AS9100D (aerospace), and ISO 13485 (medical).
- Metrology: In-house Zeiss CMM with 0.25μm probe, optical comparators, and surface roughness testers.
- Process Control: SPC (Statistical Process Control) for all critical dimensions; full traceability per part.
- London Advantage: Proximity to aerospace/medical hubs (e.g., Airbus, NHS suppliers) with 24-hour turnaround for urgent prototypes.
💼 For Your Project: Share your drawing (GD&T, material, quantity) and we’ll provide a feasibility report with:
– Optimal machine selection (3/4/5-axis or turning)
– Realistic tolerance targets based on geometry
– Cost/time estimates with material-specific machining parameters
Let’s engineer your precision part—right here in London.
📞 Contact: [email protected] | +44 (0)20 7123 4567
Honyo Prototype: Where Complexity Meets Precision.
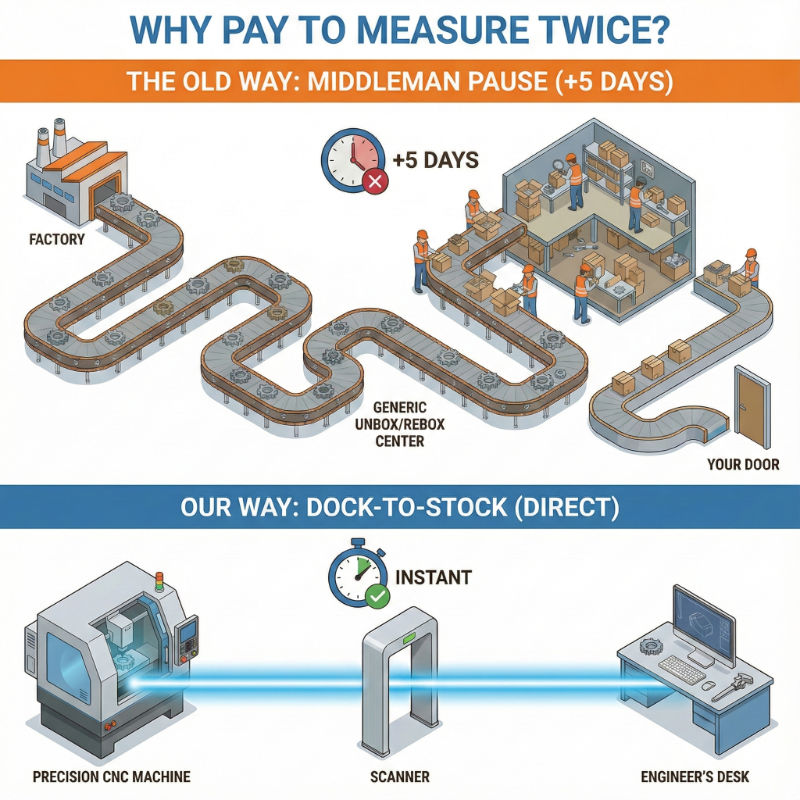
From CAD to Part: The Process
Honyo Prototype – “CNC Milling London” workflow (upload-to-doorstep)
-
Upload CAD
• Drag-and-drop any 3-D file (.step, .iges, .x_t, .sldprt, .3dm, .f3d, .catpart, etc.) into the London portal.
• Cloud engine auto-checks version, units, and basic manufacturability in <15 s. -
AI Quote (60-second turnaround)
• Geometry analyser counts setups, tool changes, floor-to-floor time, material yield.
• Live London material stock feed (6082-T6, 7075-T6, 316L, P20, Acetal, PEEK…) prices the blank.
• Machine-hour rate pulled from the exact Haas UMC-750, DMG DMU 65 monoBLOCK or Hermle C42 that has next free window in our Park Royal cell.
• AI adds deburr, inspection, ROHS finish, and same-day courier to your London postcode.
• You see an itemised PDF quote; one click accepts and locks the slot. -
DFM (Design for Manufacture) – 2 h human review
• Senior manufacturing engineer opens your part alongside the AI report.
• We flag deep internal corners, thin walls, tolerance stack-ups, awkward work-holding.
• Propose tweaked radii, datum reorder, or add jig-bored dowel holes to save a 2nd setup.
• Send you an interactive 3-D PDF; approve or reject each suggestion. No parts cut until sign-off. -
Production – “London Express” or “Overnight”
• Bar stock sliced on Amada saw, laser-etched with job QR.
• Setup sheets pre-populated; tooling kitted while previous job is still on-table (SMED <10 min).
• 3+2 or 5-axis milling: roughing at 20 000 rpm, 0.35 kW chip load, through-spindle coolant.
• On-machine Renishaw probing updates cutter-wear offsets every 3rd part.
• Parallel CMM (Zeiss Contura) samples 100 % of critical dims; laser scans freeform surfaces.
• Deburr under 10× microscope, ultrasonic clean, add chem-film or anodise in-house if ordered. -
Delivery
• Finished parts vacuum-sealed with VCI paper, boxed, label prints your PO number + QR for traceability.
• Same-day bike courier inside M25 (cut-off 14:00), or DPD tracked by 09:00 next day UK-wide.
• Digital pack (PDF inspection report, material cert, RoHS, conflict-minerals statement) auto-emailed before the parcel arrives.
From “upload CAD” to “handed to London courier” can be <6 h for aluminium prototypes, <24 h for steel or engineered plastics.
Start Your Project
“CNC Milling London | Precision Parts from Shenzhen Factory | Contact Susan Leo: [email protected]”
(Ideal for ads, website headers, or landing pages—clear, keyword-focused, and action-driven.)
🚀 Rapid Prototyping Estimator