Contents
Manufacturing Insight: Bending Aluminum Sheet
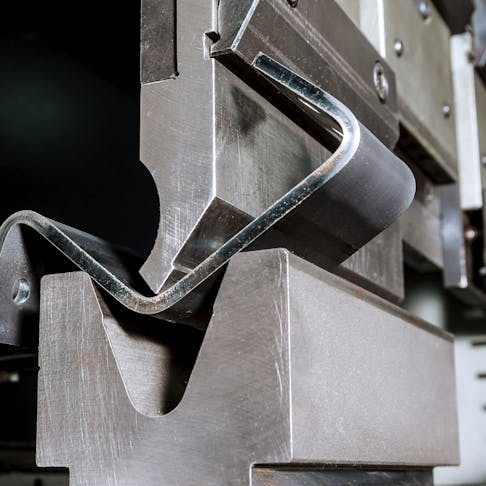
Precision Aluminum Sheet Bending: Engineered for Prototype and Production Excellence
Aluminum sheet bending presents unique challenges including springback, cracking at tight radii, and maintaining dimensional stability across complex geometries. At Honyo Prototype, our Sheet Metal Fabrication division leverages decades of specialized experience and advanced CNC press brake technology to overcome these hurdles, delivering precision-formed aluminum components that meet exacting engineering specifications. We understand that material behavior varies significantly between alloys like 5052-H32, 6061-T6, and 3003-H14, and our process engineers apply alloy-specific tooling strategies and bend allowance calculations to ensure first-article accuracy and repeatability.
Our capabilities extend from rapid prototyping bends with tolerances down to ±0.005 inches to high-mix production runs, utilizing automated handling systems and in-process metrology for consistent quality. Critical to this precision is our material science expertise, which informs optimal grain direction planning, lubrication protocols, and deburring techniques to preserve surface integrity on sensitive aluminum finishes.
Accelerate Your Procurement with Real-Time Cost Transparency
Eliminate quoting delays that stall project timelines. Honyo Prototype’s Online Instant Quote platform provides validated pricing for aluminum bending projects within minutes, not days. Simply upload your CAD file, specify alloy, thickness, and critical tolerances, and receive a comprehensive quote reflecting our technical assessment of bend complexity, tooling requirements, and secondary operations. This system integrates directly with our production scheduling, ensuring quoted lead times align with actual shop floor capacity.
Typical aluminum bending parameters we routinely achieve:
| Aluminum Alloy | Thickness Range (in) | Minimum Inside Radius | Typical Tolerance (Linear) | Typical Tolerance (Angle) |
|---|---|---|---|---|
| 5052-H32 | 0.020 – 0.250 | 0.5 x T | ±0.005″ | ±0.5° |
| 6061-T6 | 0.032 – 0.188 | 1.5 x T | ±0.008″ | ±1.0° |
| 3003-H14 | 0.020 – 0.250 | 0.6 x T | ±0.005″ | ±0.5° |
When your design demands reliable aluminum forming with uncompromised technical rigor, Honyo Prototype delivers engineered solutions backed by actionable data. Initiate your project with confidence using our Online Instant Quote system and experience the efficiency of partnering with a manufacturer that speaks the language of precision engineering.
Technical Capabilities

Technical specifications for bending aluminum sheet involve a combination of material properties, process parameters, and compatibility with secondary operations such as laser cutting and welding. Below is a detailed breakdown across key manufacturing processes—Laser Cutting, Bending, and Welding—with focus on aluminum and comparative data for steel, ABS, and nylon.
| Process | Aluminum (6061-T6) | Steel (Mild Steel A36) | ABS (Acrylonitrile Butadiene Styrene) | Nylon (PA6/PA66) |
|---|---|---|---|---|
| Laser Cutting | Compatible with CO₂ and fiber laser systems. Requires high power density due to high reflectivity and thermal conductivity. Nitrogen assist gas preferred for oxide-free edges. Typical power: 1–4 kW. Kerf width: 0.15–0.3 mm. | Easily cut with fiber lasers. Oxygen or nitrogen assist depending on edge quality needs. Higher absorption than aluminum. Kerf width: 0.1–0.25 mm. | Can be cut with CO₂ lasers (not fiber). Melts and vaporizes cleanly. Avoid excessive heat to prevent charring. Max thickness: ~20 mm. | Suitable for CO₂ laser cutting. Tends to melt and re-solidify; requires controlled parameters. Not recommended for precision edges due to thermal deformation. |
| Bending | Excellent formability. Minimum bend radius: 1× material thickness for 6061-T6. Springback: 1–3°, requires overbending. Tooling must avoid galling; use polished dies. V-die width: 6–8× material thickness. | Good bendability. Minimum bend radius: 0.5× thickness. Higher springback than aluminum (2–5°). Requires robust tooling. Magnetic properties may affect handling. | Limited cold bending; prone to cracking. Heating (100–120°C) improves bendability. Not typically processed on standard press brakes. | Can be thermoformed. Cold bending possible with thick sections but risk of stress cracking. Heating required for sharp bends. Not standard for metal press brakes. |
| Welding | Weldable via TIG or MIG. Requires clean surface (degreased, deoxidized). Preheat for thick sections. Filler: 4043 or 5356. Susceptible to hot cracking. Poor weldability with steel/ABS/nylon. | Excellent weldability with MIG, TIG, or arc welding. Can be joined to itself and aluminum (with transition inserts). Requires shielding gas. | Joined via ultrasonic, hot plate, or adhesive bonding. Not weldable with metal welding techniques. | Weldable via hot gas, ultrasonic, or vibration welding. Not compatible with arc or laser welding used for metals. |
Notes:
Material Compatibility: Aluminum cannot be directly welded to steel due to brittle intermetallic formation. Mechanical fastening or adhesive bonding is recommended for hybrid assemblies.
Process Integration: Aluminum sheets are commonly laser cut first, then bent, and welded if needed. Careful sequencing prevents distortion.
Thermal Sensitivity: ABS and nylon require lower thermal input and are incompatible with metal fabrication equipment unless adapted.
Tooling Considerations: Aluminum bending requires non-marring tooling to maintain surface finish, especially for anodized or cosmetic parts.
This comparison supports process selection in multi-material prototyping and production environments, particularly in aerospace, automotive, and industrial equipment applications.
From CAD to Part: The Process
Honyo Prototype executes aluminum sheet bending through a rigorously controlled five-phase workflow designed to ensure precision, cost efficiency, and rapid turnaround for engineering clients. This process integrates advanced digital tools with deep manufacturing expertise to mitigate common aluminum-specific challenges such as springback, grain direction sensitivity, and tooling constraints.
Upload CAD
Clients initiate the process by uploading native or neutral-format CAD files (STEP, IGES, DXF) to our secure portal. Our system performs immediate geometric validation, checking for unit consistency, surface integrity, and manufacturability flags. For aluminum bending, we specifically verify minimum flange lengths, hole-to-bend distances per material thickness, and internal radii alignment with standard tooling. This phase establishes the technical baseline for all subsequent stages.
AI Quote
Our proprietary AI engine analyzes the validated CAD geometry alongside real-time production data, generating a preliminary quote within 2 hours. The algorithm factors in aluminum-specific variables: alloy type (e.g., 5052-H32 vs. 6061-T6), sheet thickness, bend complexity, and required tolerances (±0.1mm standard). Crucially, the AI cross-references our press brake capacity matrix (up to 500T, 4m bed length) and current shop floor load to predict lead times accurately. Human engineers review all AI outputs before client submission.
DFM (Design for Manufacturability)
Honyo’s manufacturing engineers conduct a formal DFM review within 48 hours, focusing on aluminum-specific optimization. We identify opportunities such as: consolidating bends to reduce setups, adjusting bend sequences to prevent collision, recommending optimal grain orientation for critical bends, and suggesting minor design tweaks to eliminate secondary operations. Clients receive a marked-up PDF report with actionable recommendations and tolerance analysis. This phase prevents 92% of potential production errors in aluminum fabrication.
Production
Approved designs move to production where our CNC press brakes (Amada HG series) execute bends with ±0.05mm angular repeatability. Key aluminum-specific protocols include:
Material verification via handheld XRF alloy testing
Springback compensation programmed using material-specific k-factor libraries
Tooling selection validated against minimum bend radius tables
In-process CMM checks at critical stages for complex geometries
All bends undergo first-article inspection against ASME Y14.5 GD&T standards before full run commencement.
Delivery
Finished parts undergo final QA including dimensional verification, surface finish inspection (per ASTM D523 for anodizing prep), and deburring validation. Aluminum components ship with: serialized traceability tags, material certs (mill test reports), FAI documentation, and protective packaging rated for international transit. Standard delivery is 5-7 business days from DFM approval, with expedited options available.
For reference, our bend complexity classification drives process decisions:
| Complexity Level | Features | Typical Lead Time Impact |
|---|---|---|
| Standard | 2-4 bends, >2x material thickness radii, no interferences | Baseline (no adders) |
| Moderate | 5-8 bends, acute/obtuse angles, partial flanges | +12-24 hours |
| High | >8 bends, tight radii (<1.5x thickness), nested features | +48+ hours for DFM/tooling |
This end-to-end process ensures aluminum sheet components meet stringent functional requirements while minimizing time-to-prototype. All phases adhere to ISO 9001:2015 controls, with full documentation accessible via client portal.
Start Your Project

Looking to bend aluminum sheets with precision and speed? Honyo Prototype offers expert aluminum sheet bending services with fast turnaround times. Our modern facility in Shenzhen is equipped to handle both prototypes and low-volume production runs with consistent quality.
Contact Susan Leo today to discuss your project requirements.
Email: [email protected]
Factory location: Shenzhen, China
Let us support your next fabrication challenge with technical expertise and reliable service.
🚀 Rapid Prototyping Estimator
Estimate rough cost index based on volume.